Der SAARPHILA-BLOG geht 2019 in sein zweites Jahr. Bin ich darüber erstaunt? Die Antwort ist ein klares ja. Sicher, als ich im Dezember 2017 den ersten Beitrag schrieb, ging ich davon aus, dass dieser Blog mehr als nur ein paar Monate existieren würde. Dennoch ist es etwas anderes, zu Beginn eines soeben begonnenen Jahres schon auf mehr als nur einige Beiträge zurückschauen zu können.
Im Jahresrückblick 2018 habe ich keinen Blick in die Glaskugel geworfen und ich werde es auch jetzt nicht tun. Einen Vorsatz habe ich für das Jahr 2019 jedoch gefasst. Ich werde mehr Zeit als im letzten Jahr meiner Sammlung widmen. Das bedeutet keine Vernachlässigung des SAARPHILA-BLOGs. Jedoch plane ich keine forschungsintensiven Beitragsserien wie beispielsweise zu den rätselhaften Feldmerkmale beim 12 Pfennig-Wert.
__________
Doch nun zum Thema dieses Beitrags. Der Perforationsanomalie. Was genau wir uns unter diesem Begriff vorzustellen haben, dazu später mehr.
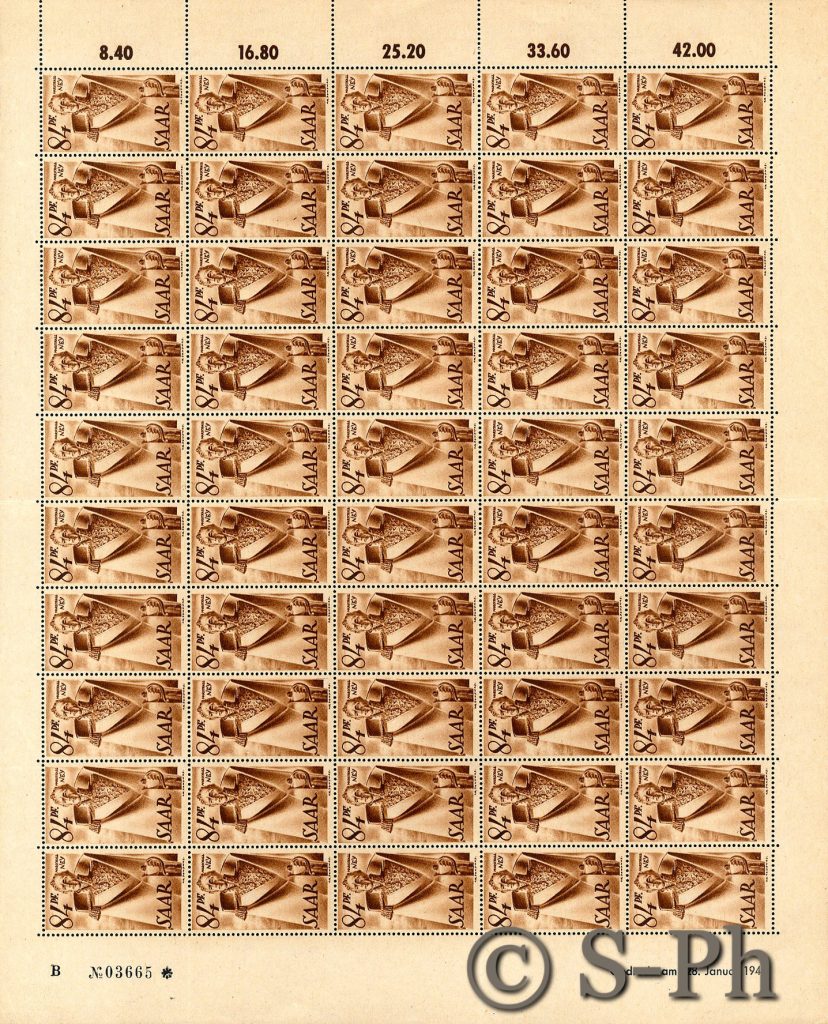
Die Werte der 1. Offenburger Ausgabe gelangten 1947 in perforierten Bögen zu 100 Marken resp. bei den beiden grossformatigen Motiven Marschall Ney sowie Saarschleife bei Mettlach in perforierten Bögen zu 50 Marken an die saarländischen Postschalter.
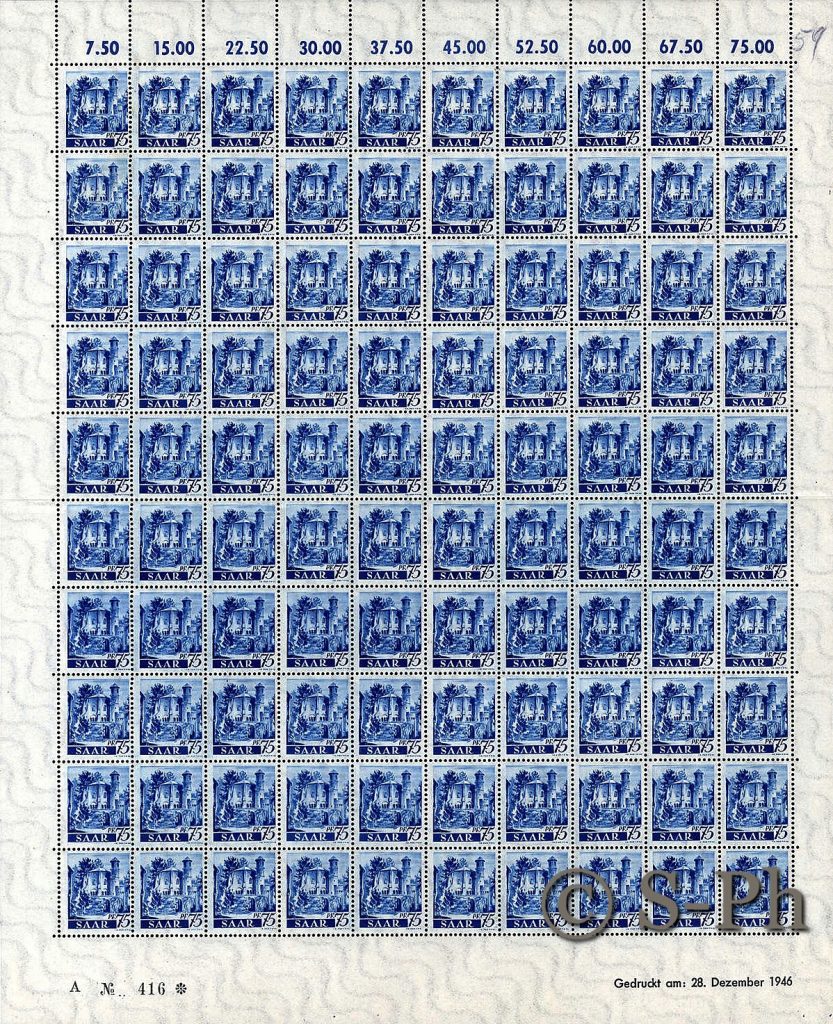
Schalterbogen zu 100 Marken (hier 75 Pfennig-Wert)Schalterbogen zu 50 Marken (hier 84 Pfennig-Wert)
Die Perforation der Markenbögen half und hilft Schalterbeamten wie Postbenutzern bei der einfachen und regelmässigen Trennung der Briefmarken ohne Zuhilfenahme eines Messers oder einer Schere, wie dies noch in den Anfangsjahren der Briefmarken gang und gäbe gewesen war.
Wie wir wissen, wurden die Markenbögen der 1. Offenburger Ausgabe nach dem Druck durch eine Titan Flachperforiermaschine mittels Kammzähnung perforiert. Solltet ihr nun bei Perforationsanomalie naheliegenderweise an verschobene Perforation (vgl. Abb.) denken, liegt ihr falsch.
Wir werden und im Folgenden nicht mit mehr oder weniger stark verschobenen Perforationen beschäftigen und auch nicht mit der sogenannten rauen Perforation, die auftritt, wenn die verwendete Titan Flachperforiermaschine mit mehr als vier Druckbögen zugleich befüllt wurde (vgl. die nachfolgenden zwei Abb.).
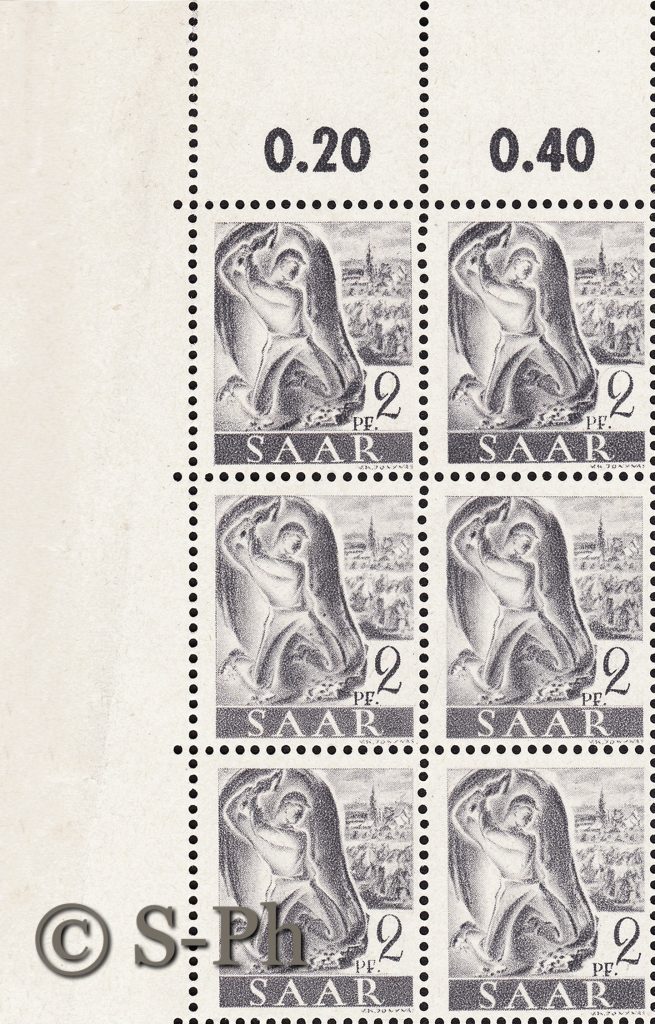
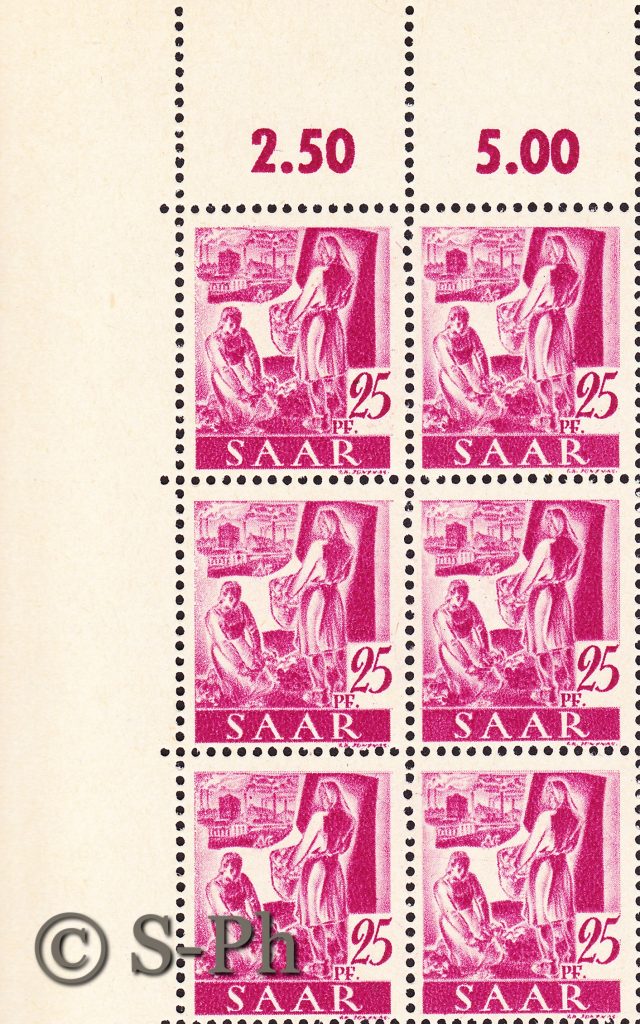
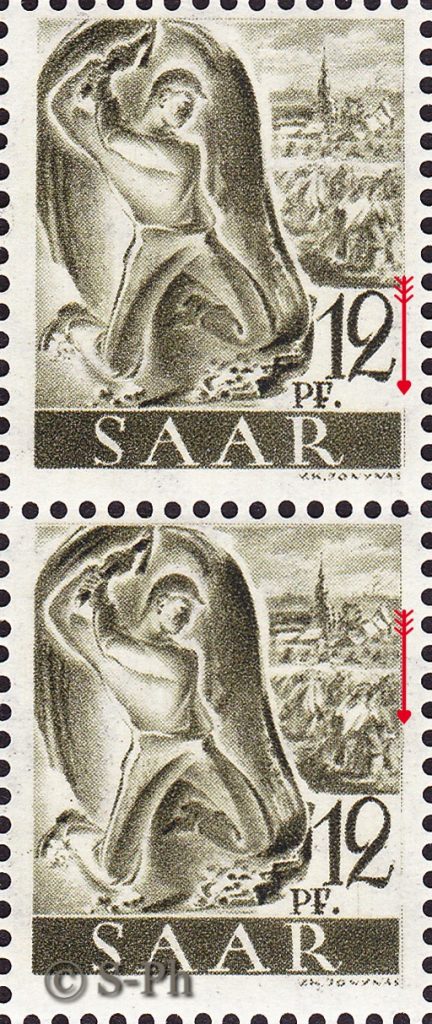
Sicherlich ist euch bei der Durchsicht eurer Sammlung einmal eine Marke wie die nachstehend abgebildete in die Pinzette gekommen und ihr habt euch gefragt, weshalb wohl auf der rechten Seite der Marke das dritte Zähnungsloch von oben so merkwürdig nach innen verschoben ist.
Ursache dieser Verschiebung sind nicht exakt fluchtende Zähnungsstifte einer einzigen Reihe, und zwar der zweiten senkrechten Zahnreihe von links. Die hierdurch verursachte Perforationsanomalie wiederholt sich auf jedem A-Bogen wogegen die B-Bögen diese Veränderung nicht aufweisen. Warum nicht? Perforiert wurden ganze Druckbögen, bestehend aus je einem A- und B-Bogen. Die Druckbögen wurden ja erst nach der Perforation mittels eines Planschneiders in Schalterbögen getrennt.
Einige Beispiele, an denen Sie die regelmässig wiederkehrende Verschiebung des dritten Kammzahns nachvollziehen können:
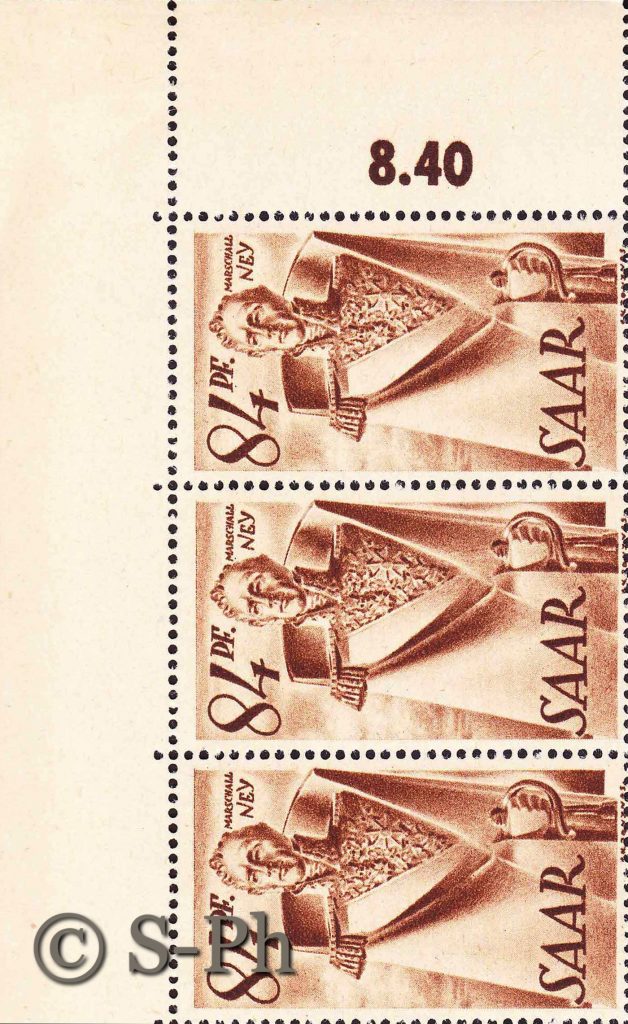
Die Perforationsanomalie des bei Marken der ersten Bogenreihe rechts nach innen und bei Marken der zweiten Bogenreihe links nach aussen verschobenen Zahnlochs – verkürzter Zahn – tritt bei sämtlichen Werten der kleinformatigen Marken von 2 Pfennig bis 80 Pfennig auf. Warum nicht auch bei den grossformatigen Werten zu 84 Pfennig und 1 Mark? Die Erklärung ist einfach.
Da diese beiden grossformatigen Werte im Querformat gedruckt wurden, musste bei der Perforation aus dem Zähnungskamm jede zweite Zahnreihe entnommen werden, darunter auch die nicht richtig fluchtende zweite Zahnreihe.
Falls ihr nun das nächste Mal eine Marke der 1. Offenburger Ausgabe mit dem verschobenen Zähnungsloch seht, wisst ihr, dass diese bei einem rechts nach innen verschobenem Zahnloch aus der ersten Reihe und bei einem links nach aussen verschobenen Zahnloch (verkürzter Zahn) aus der zweiten Reihe eines A-Bogens stammt.
__________
Das zuvor geschilderte Zustandekommen der Perforationsanomalie hat noch eine weitere, eventuell nur für den Spezialisten interessante Konsequenz. Das Saarhandbuch schreibt zum Thema Perforation der Marken der 1. Offenburger Ausgabe in Kapitel 402, Seite 7, d) Zähnung:
Sämtliche Werte wurden in Kammzähnung 14 gezähnt. Dabei wurden die Druckbogen von je zwei Arbeiterinnen in zwei automatische „Titan“-Flachperforiermaschinen eingelegt.
Die Aussage, dass die Perforation in der Druckerei Burda durch zwei Perforiermaschinen vorgenommen wurde, ist falsch. Es käme einem kleinen Wunder gleich, würden bei gleich zwei Perforationsmaschinen jeweils der zweite Kamm von links die exakt gleichen nicht fluchtenden Zähne aufweisen.
Bis dann
__________
Folgt mir auf Facebook und ihr seid immer auf dem Laufenden.
… und willkommen zum dritten Beitrag über die nur auf einem Teil der Gesamtauflage auftretenden Feldmerkmale beim 12 Pfennig-Wert der 1. Offenburger Ausgabe. Habt ihr die erste Beiträge verpasst? Klickt für die erste Folge hier und für die zweite hier.
In diesem Beitrag beschäftigen wir uns mit den drei Produktionsfaktoren Maschine, Mensch und Zeit.
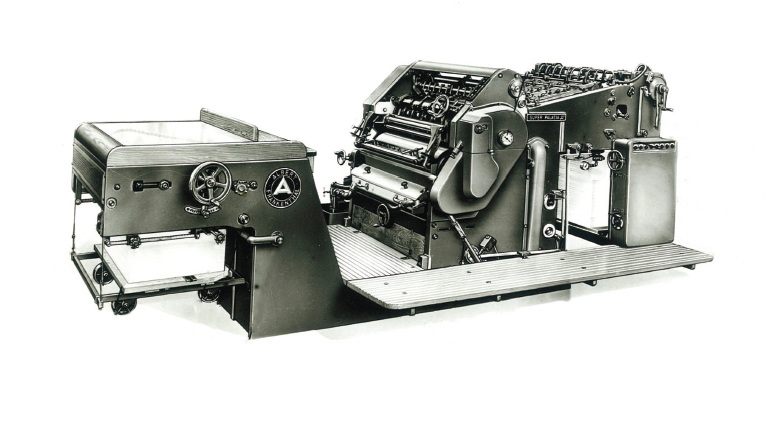
Wir beginnen mit den Maschinen und zwar mit der Rotations-RastertiefdruckmaschinePalatia O der Schnellpressenfabrik Albert & Cie. oHG, Frankenthal (vgl. Bild, Verwendung mit freundlicher Genehmigung der KBA – FT Engineering GmbH, Frankenthal).
Palatia O, Bild aus einem Werbeprospekt des Jahrs 1935 der Albert & Cie. oHG, Frankenthal
Technische Daten
Hersteller: Schnellpressenfabrik Albert & Cie. oHG, Frankenthal
Druckleistung: 4’500-5’000 Bögen pro Stunde (je nach Zuführereinheit)*
Farbwerk: gekapselt
* Angabe nach einem Pressebericht über die Vorstellung der Palatia O an der Dresdner Frühjahrsmesse des Jahres 1932.
Weitere Angaben konnte KBA (König & Bauer AG) – mit welcher Albert & Cie. 1990 fusionierte – mir nicht liefern, da die Werke Würzburg, Radebeul und Frankenthal kurz vor Ende des Zweiten Weltkriegs durch Bombenangriffe zerstört wurden.
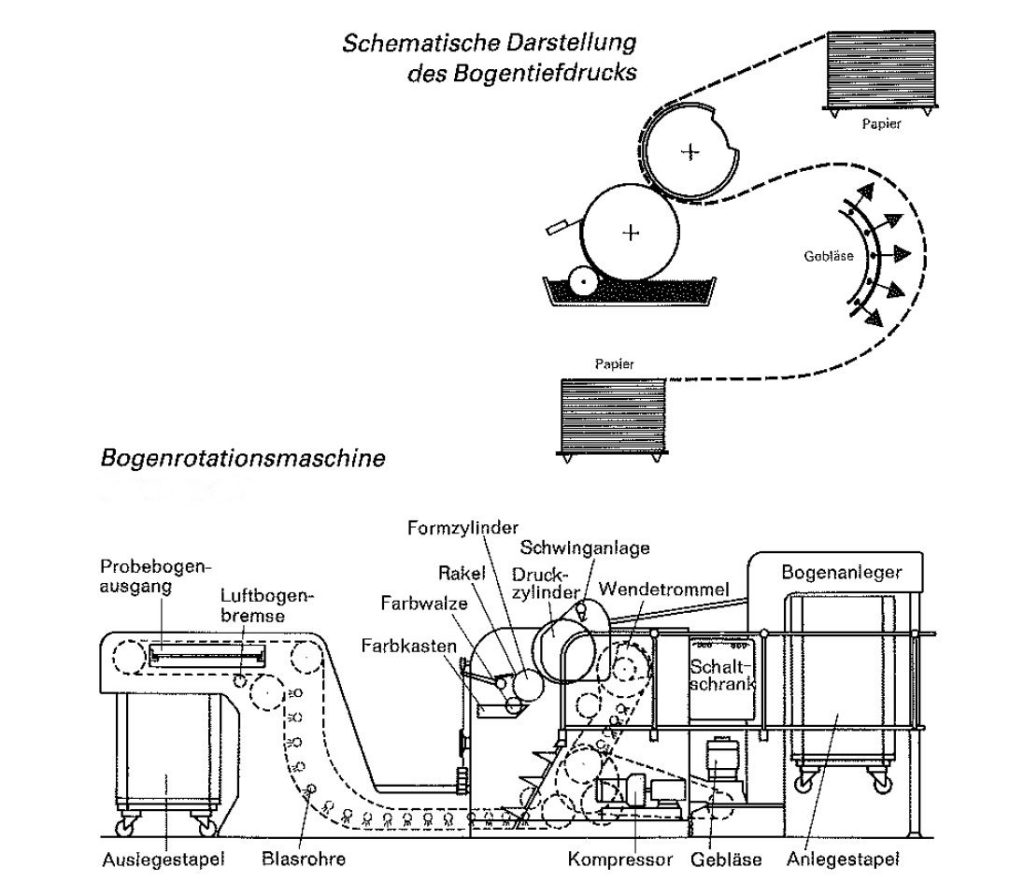
Die nachstehende schematische Darstellung des Bogentiefdrucks verdeutlicht schön den Druckvorgang inkl. Trocknung. Rechts erfolgt die Papierbogen-Zuführung, links die Ablage der Druckbögen.
Auf einer vorstehend beschriebenen Palatia O wurden 1946/47 die Werte der Briefmarkenausgabe 1. Offenburger Ausgabe im Rastertiefdruck gedruckt.
Rastertiefdruck? Wisst ihr, was das ist? Ich fasse mich kurz: Rastertiefdruck, auch als Rakeltiefdruck bezeichnet, ist eine Drucktechnik, bei welcher die abzubildenden Elemente auf der Druckform – meist ein Druck- resp. Formzylinder – als gerasterte, flächengleiche, aber unterschiedlich tiefe Näpfchen vorliegen. Die Näpfchen sind die druckenden, die die Näpfchen trennenden Stege die nichtdruckenden Elemente. Wir erkennen den Rastertiefdruck relativ einfach unter der Lupe an den immer gleich grossen Rasterquadraten. Die Druckfarbe liegt plastisch in verschiedener Menge als Raster auf dem Papier. Auf Grund der Rasterung zeigen Schrift und Wertziffern keine geraden, scharf abgegrenzten Kanten, sondern einen Sägezahneffekt. Der Rastertiefdruck ist für den Briefmarkendruck attraktiv, da dieser eine hohe Fälschungs-„Sicherheit“ bei voller Bandbreite der Farbtönungen bietet.
__________
Ein kurzer Überblick über die Geschichte des Rastertiefdrucks
1822/6: Der Franzose Joseph Niécephore Niépce (1765-1833) führt erstmals auf photomechanischem Weg eine Ätzung einer Kupferplatte durch. Er nennt das Verfahren Héliographie.
1852: William Henry Fox Talbot (1800-1877) entwickelt die Grundlagen für das Pigmentpapier und meldet das Verfahren zum Patent an.
1858: William Henry Fox Talbot entwickelt die stufenweise Ätzung der Kupferdruckplatte durch eine Gelatineschicht mittels Eisenchloridlösungen.
1860: Der Franzose Auguste Godchaux (1825-1884) entwickelt eine Rollentiefdruckmaschine, die von Kienzy in Mühlhausen (Elsass) hergestellt wird.
1864: Sir Joseph Wilson Swan (1828-1914) erhält in Grossbritannien das Patent für die Übertragung von Gelatinebildern auf Metall.
1879: Erfindung der Staubkorn-Héliogravure auf Basis des Lichtdrucks durch Karel Václav Klíč(1841-1926), einen tschechischen Maler, Fotografen und Grafiker .
1895: Verbesserung der Héliogravure durch den Einsatz von Druckzylinder und Rakel durch Karel Václav Klíč und Samuel Fawcett. In ihrer Firma Rembrandt Intaglio Printed Company drucken sie Kunstblättern auf Rotationstiefdruckmaschinen. Aus Gründen der Geheimhaltung wird sogar firmenintern von Druckplatten anstatt Druckzylindern gesprochen und auf eine Patentanmeldung verzichtet.
1908: Der Konstrukteur Carl Blecher entwickelt bei der Maschinenfabrik Kempewerk Nürnberg GmbH die erste Bogentiefdruckmaschine.
1913: Erste Briefmarkendrucke in Halbtonrasterung auf einer rotativ arbeitenden Palatia-Bogentiefdruckmaschine der Schnellpressenfabrik Albert & Cie. oHG in Frankenthal bei Bred’amour Sinhart & Co. und parallel bei F. A. Bruckmann AG, beide in München. Die Tiefdruckfarben bestehen aus einem Gemisch von Benzol und Terpentinöl. Man ist sich zu diesem Zeitpunkt noch nicht bewusst, dass Benzoldämpfe hochgiftig sind.
1926: Ernst S. Ballard entwickelt in den Vereinigten Staaten das Verfahren der Verkupferung des Tiefdruckformzylinders, welches den Zeitaufwand für die Herstellung der Formzylinder reduzierte. Die sogenannte Ballardhaut ist eine abziehbare Kupferschicht neben der Grundkupferschicht auf dem Tiefdruckzylinder. Die Ballardhaut kann nach dem Druck einfach entfernt und durch eine neue ersetzt, jedoch nicht wieder neu aufgezogen werden. In diese dünne Kupferschicht wird das Druckbild eingearbeitet.
1926: Hans Schulte entwickelt bei Albert & Cie. oHG, Frankenthal eine Trocknungsanlage aus aufgeheizten Metallplatten und Frischluftzufuhr.
1927: Adolph Weiss entwickelt in den USA ein vollgekapseltes Farbwerk, welches die grundsätzlich flüchtigen Tiefdruckfarben tagelang frisch hält und jegliches Spritzen der Farben vermeidet. Zusätzlich wird die Kupferschicht verchromt welches die Haltbarkeit der dünnen Kupferschicht für höhere Auflagen verbessert.
1932: Albert & Cie. oHG, Frankenthal, stellt auf der Leipziger Frühjahrsmesse die Palatia O Bogentiefdruckmaschine mit einer Kapazität – je nach Zuführungseinheit – von 4’500 bis 5’000 Druckbogen pro Stunde vor. Die Leipziger Messe hatte vor der Machtergreifung Hitlers Weltgeltung
1946/7: Die erste Briefmarkenausgabe für das Saarland wird bei der Druckerei Burda in Offenburg auf einer Palatia O Bogentiefdruckmaschine von Albert & Cie. oHG, Frankenthal, gedruckt
__________
Wie entsteht eine Briefmarke im Rastertiefdruck?
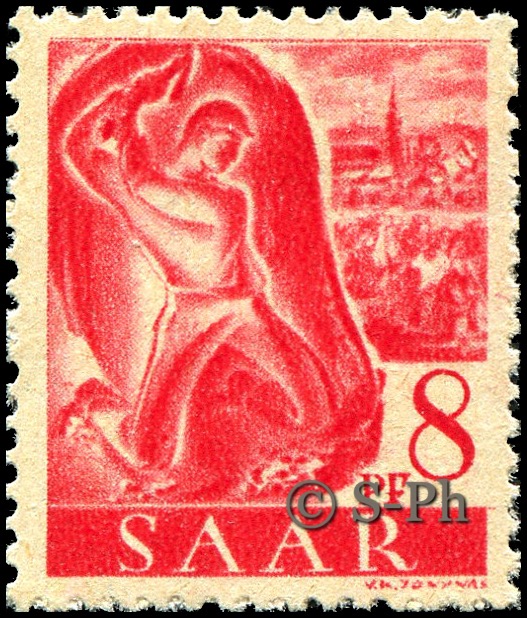
Herstellung der Originalvorlage durch den Gestalter, wobei beim Original berücksichtigt werden sollte, dass die gesamte mögliche Bandbreite an Farbtönen ausgenutzt wird. Die Vorlage des Bildmotivs Bergmann im Streb vor stilisierter Saarlandschaft von Vytautas Kazimieras Jonynas lag im Format 110×130 Millimeter vor
Die Originalvorlage wird fotografiert
Die Zerlegung der Vorlage in druckbare Rasterpunkte erfolgt durch das Vorschalten eines Glasgravurrasters im Strahlengang der Reproduktionskamera kurz vor der Filmebene. Stichwort Glasgravurraster: In zwei runde Glasscheiben werden eng nebeneinanderliegende dünne parallele Linien mit einem Diamanten eingeritzt und mit Asphalt geschwärzt. Die beiden Glasplatten werden nun rechtwinklig zueinander zusammengekittet, so dass quadratische Fenster entstehen. Der Abstand der Linien im Glasgravurraster wird in Linien pro cm (lpcm) resp. Linien pro Zoll gemessen. Man spricht zum Beispiel von einem 60er-Raster, wenn sich 60 Linien auf einem cm befinden. Für die Herstellung der 1. Offenburger Ausgabe wurde ein 70er-Raster verwendet.
Es entstehen nach der Belichtung Negative in der Grösse des benötigten Briefmarken-Bildformat
Fünf Negative werden zu einem Negativstreifen zusammengesetzt
Sorgsame Retusche des Negativs anhand der Originalvorlage
Von den Negativstreifen werden auf Halbtondiapositivfilm die benötigte Anzahl Diapositive erstellt
10/20 Diapositivstreifen werden auf einer Montagescheibe zu einem einzigen 50er- resp. 100er-Diapositivbogen zusammengesetzt
Vorbereitung des Pigmentpapiers, eines von einer lichtempfindlichen Chromgelatineschicht bedeckten Papiers. Das Pigmentpapier erhält eine gleichmässige Rasterung.
Der Diapositivbogen wird durch Belichtung des gerasterten Pigmentpapiers kopiert. Dabei wird der einzelne Diapositivbogen zweimal auf das Papier übertragen und so die Vorlage für einen Druckbogen von 100 resp. 200 Marken hergestellt. Hinweis: Druckbogen zu 100 Marken (2x5o) für die grossformatigen Werte zu 84 Pfennig und 1 Reichsmark; Druckbogen zu 200 Marken (2×100) für die 18 kleinformatigen Werte wie beispielsweise der Wert zu 12 Pfennig.
Die Chromgelatine härtet durch die Belichtung aus, wogegen die unbelichteten Teile auswaschbar bleiben. Das Papier wird nach der Belichtung wenige Minuten in kaltem Wasser aufgeweicht.
Vorbereitung des Formzylinders, der formatbedingt ein hohes Gewicht hat. Über das Grundkupfer wird eine Trennschicht gelegt auf welche dann die Ballardhaut, eine 100 μm – entspricht 1/10 Millimeter – dünne Kupferschicht galvanisiert wird. Der Formzylinder wird geglättet und gereinigt.
Das aufgeweichte Pigmentpapier wird mit der Gelatineschicht nach innen auf die Ballardhaut des Formzylinders geklebt (aufgeklatscht).
Mittels warmen Wassers wird das Papier gelöst und die unbelichtete Gelatine entfernt. Auf der Ballardhaut verbleibt nach etwa 20-25 Minuten ein negatives, gerastertes Gelatinerelief.
Nebst den Markenbildern wurden auch die Schnitt- und Stosskanten der Diastreifen, bei der Belichtung des Pigmentpapiers übertragen. Diese werden nun sorgfältig manuell mit Asphaltlack überstrichen, um eine Übertragung dieser unerwünschten Konturen auf den Formzylinder beim folgenden Ätzvorgang zu unterbinden. Trotz aller Sorgfalt finden wir heute auf Schalterbögen immer wieder solche Konturstriche. Die nachstehende Abbildung zeigt die Felder 85 und 95 sowie die Stosskante zum anschliessenden 5er-Streifen.
Der Formzylinder mit der Ballardhaut wird – häufig durch den Gestalter – im Mehrstufen-Ätzverfahren in Säurebädern aus Eisenchlorid III und Wasser geätzt. Je nach Reliefstärke kann die Säure die Gelatine unterschiedlich stark durchdringen. In der Ballardhaut entstehen hierdurch unterschiedlich tiefe, jedoch flächengleiche Näpfchen. Eine dünne Gelatineschicht erlaubt schnelles Durchdringen, wodurch das Kupfer längere Zeit geätzt wird und somit tiefere Rasternäpfchen erhält (mehr Farbe = dunklerer Ton), bei einer dicken Schicht kann die Säure erst verspätet oder sogar gar nicht zur Platte durchdringen, wodurch diese kaum bis gar nicht geätzt wird. Unterschiedlich tief ausgeätzte Rasternäpfchen, die entsprechend mehr oder weniger Druckfarbe aufnehmen – und damit auch übertragen – können, erlauben eine differenzierte Halbtonwiedergabe. Um ein flüssigkeitsdichtes Näpfchen zu bilden, muss eine vollständig geschlossene Wandung (sogenannte Stege) aufgebaut werden. Aus diesem Grund ist sogar die Schrift im Tiefdruck gerastert, was in allen anderen Druckverfahren ein „Kunstfehler“ wäre.
Die Gelatineschicht wird mit warmen Wasser vom Formzylinder abgewaschen
Der Formzylinder wird gereinigt und getrocknet
Der Formzylinder wird äusserst vorsichtig retuschiert: d.h. Spezialisten versuchen, Fehler durch Manipulation der einzelnen Näpfchen – diese sind zwischen 4 und 40 Mikrometer tief – mittels eines Stichels zu korrigieren. Dazu braucht es gute Augen und eine sehr ruhige Hand.
Der Formzylinder wird in der Regel mit einer hauchdünnen Chromschicht versehen, die das „weiche“ Kupfer härtet.
Einbau des Formzylinders in die Druckmaschine, was etwa 3 Stunden Zeit benötigt
Einfärben des Formzylinders (dieser rotiert in einer mit dünnflüssiger Druckfarbe gefüllten Wanne). Die Näpfchen werden mit Farbe überflutet.
Entfernen der überschüssigen Druckfarbe durch eine Rakel (Rakelmesser, Stahllineal) resp. einen Wischer. Diese Vorrichtung liegt auf den Stegen der Näpfchen auf, wodurch die Druckfarbe ausschliesslich in den Näpfchen verbleibt, die Stege hingegen farbfrei bleiben. Die überschüssige Druckfarbe fliesst in die Farbwanne zurück.
Mit hohem Anpressdruck wird der Papierbogen vom Gegendruckzylinder, auch Presseur genannt, gegen den Formzylinder gepresst. Anpressdruck und Adhäsionskraft bewirken die Übertragung der Farbe aus den Näpfchen des Formzylinders auf den zwischen den beiden Zylindern befindlichen Papierbogen (vgl. schematische Abbildung zu Beginn des Beitrags).
Nun versteht ihr sicherlich, dass ich im letzten Beitrag schrieb, ihr würdet über die Naivität des Erklärungsansatzes I lächeln. Selbst bei äusserster Sorgfalt – denkt allein an die manuelle Abdeckung der Stosskanten mit Asphaltlack – dürfte es nicht möglich gewesen sein, zwei Formzylinder herzustellen, die sich nur in winzigen Merkmalen einiger weniger Felder voneinander unterscheiden.
Der Vollständigkeit halber: Was passierte nach dem eigentlichen Druckvorgang mit den Druckbögen?
Sichtkontrolle der Druckbogen und Aussortieren von Makulatur
Bogenranddruck von Bogennummer und Druckdatum in einer Buchdruckschnellpresse Typ Rex
Perforation von jeweils 4 Druckbögen in einer automatischen Titan Flachperforiermaschine
Teilung des Druckbogens in zwei Schalterbogen (A/B) mittels eines Planschneiders
Sichtkontrolle der Schalterbogen und Austausch fehlerhafter Bogen unter Beibehaltung der Reihenfolge (Stichwort: Bogennummern)
Registrierung und Verpackung der fertigen Schalterbogen sowie Versandvorbereitung
___________
Der Faktor Mensch
Soviel zum Faktor Maschine. Wenden wir uns dem Faktor Mensch zu, denn es waren Menschen, welche die Briefmarken der Freimarken Berufe und Sehenswürdigkeiten an der Saar hergestellt haben. Da war zum einen Franz Burda (1903-1986), der Besitzer der Druckerei Burda in Offenburg. Franz Burda war ein Anhänger Adolf Hitlers, Mitglied der NSDAP und hatte vom 1000-jährigen Reich wirtschaftlich profitiert. Mit rund 180 Mitarbeitern gehörte Burdas Betrieb zu den grösseren in Offenburg.
Franz Burda
Die französischen Besatzungsbehörden in Baden-Baden, insbesondere der einflussreiche Leiter der Education Publique, General Raymond Schmittlein (1904-1974), sowie seine linke und rechte Hand Irène Emilie Giron (1910-1988), legten viel Wert auf eine rasche „Umerziehung“ der deutschen Jugend. Die hierzu benötigten neuen Schulbücher, Kartenwerke etc. wurden wie auch die Truppenzeitschrift Revue d’Information in Offenburg bei Burda gedruckt, obschon die braune Vergangenheit von Franz Burda in Baden-Baden durchaus bekannt war und sich innerhalb der französischen Administration Widerstand gegen die Einbeziehung Burdas regte.
Raymond Schmittlein
Franz Burda wurde im Spätherbst 1946 nach Baden-Baden zitiert und erhielt dort den Druckauftrag für eine Briefmarkenserie vom Militärgouverneur General Pierre Kœnig sowie dem Direktor der P.T.T. de Zone d’Occupation Française en Allemagne, Raymond Croze (1908-1978). Nur: Die Druckerei Burda und ihre Mitarbeiter hatten noch nie zuvor Briefmarken hergestellt.
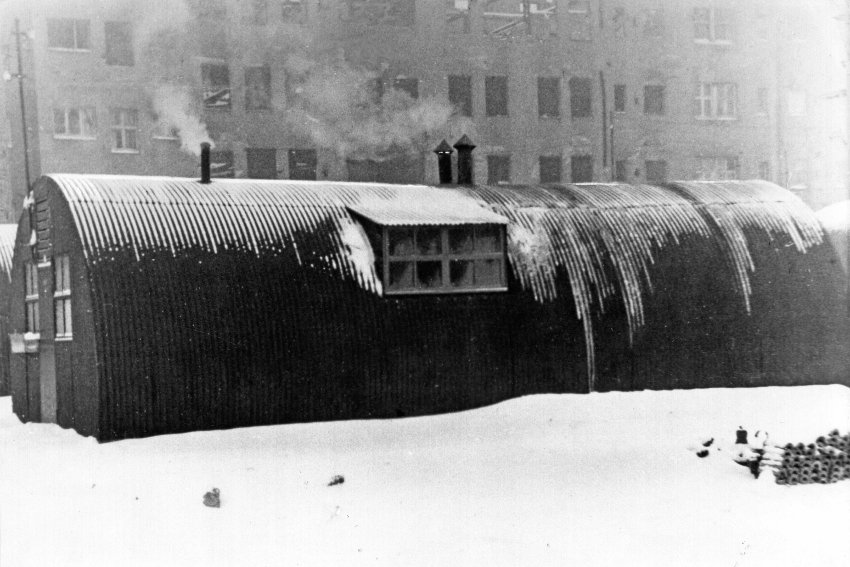
Doch in erster Linie ging es den Mitarbeitern der Druckerei im Winter 1946/47 wie allen anderen Deutschen und Österreichern im ehemaligen Grossdeutschen Reich – schlecht! Den selbst angezettelten Krieg verloren. Das Grossdeutsche Reich in Trümmern, aufgeteilt und besetzt. Die eigene Borniertheit, Dummheit und Grausamkeit vor aller Welt ausgebreitet. Parias in einer sich scheinbar zusammenschliessenden Weltgemeinschaft. Der Winter 1946/47 war bereits der zweite Hungerwinter nach dem Krieg, doch nun kamen zu Mangelernährung erschwerend Temperaturen von bis zu minus 20 Grad Celsius hinzu. Es war einer der strengsten Winter des 20. Jahrhunderts. Von Anfang November bis Mitte März herrschten in weiten Teilen Europas arktische Temperaturen. Selbst in geheizten Wohnungen sank die Temperatur auf 5 Grad und in der Nacht bildete sich auf dem Wasser der Waschschüsseln Eis. Sehr viele Menschen hatten aber noch nicht einmal ein richtiges Dach über dem Kopf. Die abgebildete Nissenhütte war purer Luxus, denn obschon fast nicht zu heizen, war diese wenigstens bei Regen dicht. Das konnte man von Zeltsiedlungen und Kellerwohnungen in ausgebombten Häusern nicht behaupten.
Nissenhütte aus Wellblech 1947
Die Elbe war komplett, der Rhein zwischen Basel und Köln auf 60 km vereist. Die Infrastruktur, insbesondere das für die Versorgung so wichtigen Eisenbahnnetz zerstört. Die Versorgung mit Lebensmitteln und Heizmaterial brach vielerorts komplett zusammen.
Menschen warten im Januar 1947 auf einen Kohlenzug, um evtl. herunterfallende Kohlen aufzulesen
Der Zentralausschuss für Ernährung für die Zone d’Occupation Francaise en Allemagne in Baden-Baden erklärte Anfang 1947, die Mehrheit der Bevölkerung sei „gezwungen, ihr Leben mit Rationen zu fristen, die nur etwa ein Drittel des durch den ehemaligen Völkerbund anerkannten physiologischen Minimums von 2400 Kalorien betragen“. Das bedeutete ein paar wenige Haferflocken zum Frühstück, eine dünne Wassersuppe als Mittagessen und ein Stück Brot und eine Steckrübe zum Abendessen. Die hungernden und frierenden Menschen reimten eine neue Nationalhymne: „Deutschland, Deutschland, ohne alles … ohne Butter, ohne Speck. Und das bisschen Marmelade frisst uns die Besatzung weg“.
Die begrenzten Transportkapazitäten, die immer wieder zusammenbrechende Energieversorgung sowie die weitreichenden Zerstörungen insbesondere in den grösseren Städten führten in vielen Betrieben zu Versorgungsengpässen und Produktionsunterbrüchen. Ein Beispiel: Druckfarbe war Mangelware. In ganz Deutschland war bloss ein einziges grösseres Farbwerk nicht durch Bombardierung oder Häuserkampf zerstört worden und konnte Farbe herstellen. Nur: Das Siegwerk lag in der britischen Besatzungszone, die Druckerei Burda in der französischen. Der Warenverkehr zwischen den Besatzungszonen war verboten. Franz Burda erhielt von den französischen Behörden eine Sondergenehmigung und die notwendigen Papiere für den „Import“ von Farbe. Er hat dann mehrmals in Begleitung von zwei französischen Offizieren persönlich die Druckfarben im Siegburger Werk abgeholt. Den LKW steuerte er selbst, nach den Worten eines damaligen leitenden Mitarbeiters des Siegwerks Dr. Willy Hümmelchen „gekleidet in der Montur eines Fahrers“. Woher die für den Druck zusätzlich benötigte Menge an Lösungsmitteln stammte, ist bis heute nicht klar. Es wird spekuliert, dass diese aus einem der vielen Wehrmachtsdepots requiriert wurden.
Die Lernkurve der Druckereimitarbeiter war steil und musste es sein, denn die Gesamtauflage von etwas über 63 Mio. Briefmarken wurde innerhalb von nur 45 Drucktagen produziert, verpackt und versandt. Die Wochenarbeitszeit betrug damals jedoch auch nicht 36 oder 38 Stunden, sondern eine 48 Stunden/6 Tage-Woche war die Regel, Überstunden – bezahlt oder unbezahlt – nicht mitgerechnet. Die französischen Behörden waren schlussendlich von den Marken der 1. Offenburger Ausgabe so begeistert, dass Burda den Auftrag erhielt, von 1947-1949 auch die Briefmarken für die neugegründeten deutschen Länder Südbaden, Rheinpfalz sowie Württemberg-Hohenzollern zu produzieren.
Die Begeisterung der französischen Behörden über die Briefmarken war nicht nur der Arbeit der Drucker geschuldet, sondern auch den hervorragenden Vorlagen des Gestalters Vytautas Kazimieras Jonynas (1907-1997).
Der litauische Künstler Jonynas, seit 1938 Offizier der französischen Ehrenlegion, 1944 von Litauen ins Deutsche Reich emigriert, leitete seit 1946 in Freiburg/Br. an der Wonnhaldestrasse 1 die École des Arts et Métiers de Fribourg und war Kunstbeirat der französischen Militärbehörden. Den Auftrag zur Gestaltung der Bildmotive zu den Ausgaben Berufe und Sehenswürdigkeiten an der Saar erhielt er durch Vermittlung seines guten Freunds General Raymond Schmittlein von P.T.T Direktor Raymond Croze. Einziges Manko: Auch Jonynas hatte noch nie zuvor Briefmarken hergestellt. Doch er war ein herausragender Grafiker und hatte sowohl für seine Holzschnitte als auch für seine Plakate bereits Goldmedaillen erhalten. Jonynas nahm die ihm übertragene Aufgabe ernst. Er lieferte nicht nur die Vorlagen für die Bildmotive, sondern begleitete darüber hinaus in der Druckerei die technische Ausführung bis zum letzten Ausdruck. Aber eben: der Formzylinder des 12 Pfennig-Werts war nach dem Druckszlinder für den 75 Pfennig-Wert erst sein zweiter.
__________
Der Faktor Zeit
Die Auflage des 12 Pfennig-Werts betrug 12’020’000 Marken (= 120’200 Schalterbogen = 60’100 Druckbogen à 200 Marken) und wurde gemäss Saarhandbuch und Étude in der Zeit zwischen dem 30. Dezember 1946 und dem 9. Januar 1947 gedruckt (1). Druckfreie Tage:
Mittwoch, 1. Januar 1947 (Neujahr)
Sonntag, 5. Januar 1947 (der Sonntag war nicht immer arbeitsfrei)
Montag, 6. Januar 1947 (Dreikönigstag)
Am ersten Drucktag, Montag dem 30. Dezember 1947, wurden noch etwa 300 Druckbögen des 75 Pfennig-Werts gedruckt, der alte Formzylinder ausgebaut, die Palatia O gründlich gereinigt, neue Farbe eingefüllt und der neue Formzylinder eingebaut. Diese Arbeiten waren zeitraubend, weshalb am ersten Drucktag nachweisslich nur rd. 2’300 Druckbogen hergestellt wurden. Für die restlichen vorgesehenen sieben Drucktage verblieben rd. 57’700 Druckbogen plus eines kleinen Überschusses als Ersatz für die anfallende Makulatur. Also rd. 8’250 Druckbögen pro Tag.
Bestand während der Herstellung des 12 Pfennig-Werts zeitlicher Druck, weil evtl. die Druckleistung der Palatia O unter den gegebenen Umständen für die recht hohe Auflage nicht ausreichte? Zur Druckleistung der Palatia O bei der Druckerei Burda kommen wir gleich. Waren bei der Planung jedoch auch ausreichend Drucktage vorgesehen worden?
Hätte sich nach den ersten Drucktagen gezeigt, dass für die Herstellung mehr Tage als vorgesehen benötigt wurden, hätte die Möglichkeit bestanden, die Belegschaft am Sonntag, den 5. Januar 1947, arbeiten zu lassen. Sonntagsarbeit wurde zwar nur wenn unbedingt nötig angeordnet – und das geschah beim Druck der 1. Offenburger Ausgabe nur am 16. Februar 1947 beim Druck des 8 Pfennig-Werts. Des weiteren sollte nach Abschluss der Herstellung des 12 Pfennig-Werts als nächstes der 45 Pfennig-Wert gedruckt werden. Dies geschah jedoch erst am Montag, 13. Januar 1947. Der 10./11. Januar 1947 hätten also bei Zeitdruck als Drucktage „eingeschoben“ werden können.
Die Marken des bereits im Dezember 1946 hergestellten 75 Pfennig-Werts sowie des 12 Pfennig-Werts wurden schlussendlich am Freitag, 10. Januar 1947 von der Druckerei Burda für den Versand vorbereitet, auf LKW verladen und verschickt. Dies hätte problemlos erst einen Tag später, am Samstag geschehen können, denn diese beiden Werte sollten ja erst am 20. Januar 1947 an die Postschalter des Saarlands gelangen. Auch aus dieser Perspektive hätte der 10. Januar 1947 als weiterer Drucktag „eingeschoben“ werden können. Fazit: Es bestand bei der Herstellung des 12 Pfennig-Werts offensichtlich kein Zeitdruck.
Wie hoch war nun die effektive Druckleistung der Palatia O im Jahr 1946/47 unter den gegebenen, nicht gerade optimalen Rahmenbedingungen? Dazu wollen wir uns einige Beispiele ansehen.
Beispiel 1: Mir liegt mir der Schalterbogen 16721 vom 4. Januar 1947 vor. Die Bögen wurden rückwärts zählend von 60’000 zu 0 nummeriert. Gehen wir davon aus, dass der Druckbogen mit der Nummer 16721 der letzte am Samstag gedruckte Bogen war – der erste war es nicht, denn es sind Bogen mit höheren Bogennummern vom 4. Januar bekannt – ergibt sich für die fünf Drucktage 30. Dezember bis 4. Januar eine durchschnittliche Druckleistung von 8’675 Druckbogen pro Drucktag, obschon am ersten Drucktag nachweislich nur etwa 2’300 Druckbogen produziert wurden (vgl. den zweiten Absatz dieses Abschnitts). Fazit: Sieben Drucktage für die Gesamtauflage von ca. 60’200 Druckbogen (inkl. Ausschuss etc.).
Beispiel 2: Dieses Mal anhand der 20/10/60 Pfennig-Werte: In den drei Tagen vom 12.-14 Februar 1947 wurde eine nicht genau bekannte Restauflage des 20 Pfennig-Werts, die Gesamtauflage des 10 Pfennig-Werts von 20’200 Druckbogen und die Gesamtauflage des 60 Pfennig-Werts von 5’100 Druckbogen hergestellt. Also mindestens 25’300 Druckbögen resp. 8’433 Druckbogen pro Drucktag. Und dies trotz zweimaligen Wechsels des Formzylinders – von 20 Pf. auf 10 Pf. auf 60 Pf. – sowie den notwendigen intensiven Reinigungs- und Wartungsarbeiten. Fazit: Auch hier erkennen wir, dass die sieben Drucktage für die Herstellung der Gesamtauflage ausreichten.
Die Autoren des SHB geben für die Palatia O beim Druck der 1. Offenburger Ausgabe ebenfalls eine Druckleistung von rd. 8’000 Druckbogen pro Tag an. Diese Druckleistung ist zwar weit entfernt von den Zahlen, die der Hersteller 1932 angegeben hatte. Aber unter der Berücksichtigung der vorstehend geschilderten Umstände der direkten Nachkriegszeit dennoch eine respektable Leistung.
__________
In der nächsten Folge:
Mögliche Zuordnung einzelner Feldmerkmale zu Drucktagen resp. Bogennummern (vgl. Bogenrandsignaturen)
(1) Der 9. Januar 1947 war kein Drucktag des 12 Pfennig-Werts. Es wurden 100 bereits hergestellte und überzählige Druckbogen aus der Druckreserve mit Bogenrandsignaturen versehen und weiterverarbeitet. Die Bogennummern der hinzugefügten Bogen sind 60100-60001. Die Auflage wurde so von 12’000’000 auf 12’020’000 erhöht, weshalb auch immer. Desweiteren wurden einige mangelhafte Bogen ausgetauscht und erhielten ebenfalls das Datum des Bogenranddrucks 9. Januar 1947.
__________
Folgt mir auf Facebook und ihr seid immer auf dem Laufenden.
Heute wenden wir uns einem sehr interessanten Randgebiet der Philatelie zu: den Bogenrandsignaturen. Welche Aufdrucke und Angaben können wir auf den Rändern von Schalterbogen der ersten Briefmarkenausgabe für das Saarland finden?
Schauen wir uns einen Schalterbogen der 1. Offenburger Ausgabe einmal genau an.
Die Abbildung zeigt einen Schalterbogen des 75 Pfennig-Wertes bestehend aus zehn Reihen zu jeweils zehn Marken; insgesamt somit 100 Marken. Der Bogen ist im Bereich des Markenaufdrucks sowie am oberen Rand perforiert. Der Rest des Bogens, also der linke, der untere und der rechte Rand weisen keine Perforation auf.
Am oberen Rand des Schalterbogens sind über jeder der zehn Reihen Werte in der Farbe der Marken, im konkreten Fall Blau, aufgedruckt. Die Werte geben den Wert der in den Reihen vorhandenen Marken von links nach rechts addierend in Reichsmark – ohne Währungsangabe – wieder und werden als Reihenwertzähler bezeichnet. Die linke Reihe hat einen Wert von 7,50 RM, die zwei linken Reihen zusammen 15,00 RM usw. Der gesamte Bogen hat einen Wert von 75 RM. Die Postbeamten fingen mit der Trennung der Marken aus dem Schalterbogen in der Regel unten rechts an. Sie gaben also die Marken von unten nach oben und von rechts nach links aus. Am Abend konnte der Schalterbeamte bei der täglichen Bestandsaufnahme den Wert der verbleibenden Marken mit Hilfe des Reihenwertzählers rasch ermitteln. Beispiel: Es verbleiben sechs vollständige Reihen und drei Marken der siebten Reihe. Das ergibt 45 RM gemäss Reihenwertzähler der sechsten Reihe plus dreimal 75 Pfennig oder gesamt 47,25 RM. In Zeiten ohne Addiermaschine oder Taschenrechner ein nicht zu unterschätzendes Hilfsmittel.
Uns Briefmarkensammler helfen die Reihenwertzähler bei der Bestimmung des Bogenfeldes. Nehmen wir das Beispiel des 75 Pfennig-Wertes. Liegt und eine Marke mit anhängendem Reihenwertzähler 37,50 vor, wissen wir, dass es sich um eine Marke des Bogenfeldes 5 handelt.
Auch eine weitere Markierung auf dem abgebildeten Bogen half den Schalterbeamten bei der Bestandsaufnahme. Rechts oben finden wir die Zahl 59 in Handschrift notiert. Die Schalterbogen kamen in Stapeln zu den Poststellen und wurden häufig bei Erhalt von Hand durchnummeriert. Der unterste Bogen erhielt dabei die Nummer 1. Der Schalterbeamte wusste so jederzeit genau, wie viele vollständige Bogen eines Werts noch verblieben. Dies war sowohl für die rasche Bestandsaufnahme aber auch für die Steuerung von Nachbestellungen hilfreich. Diese Markierung wird auch handschriftlicher Bogenzähler genannt.
Wenden wir uns nun dem Unterrand des Schalterbogens zu.
Links unten die Bogennummer: der Buchstabe A, gefolgt von No der Zahl 416 und einem Stern resp. Rosette.
Rechts unten das Datum des Bogenranddrucks: „Gedruckt am: 28. Dezember 1946“
Bogennummer und Druckdatum wurden nach dem Druck der Markenbögen in einem weiteren Arbeitsschritt mit einer Schnellpresse Typ Rex im Buchdruckverfahren aufgedruckt. Der linke Teil des Druckbogens (zwei Schalterbögen) erhielt bei diesem Arbeitsschritt den Buchstaben A mit fortlaufender Nummerierung, der rechte Teil des Druckbogens den Buchstaben B mit derselben Nummerierung. Die Druckerei Franz Burda verwendete rückwärts zählende Nummerierwerke. Das heisst, die früher gedruckten Bögen weisen höhere Bogennummern auf als die später gedruckten.
Beim Druck von Bogennummern und Druckdatum auf den Druckbögen des 75 Pfennig-Werts – dieser Wert wurde als erster der 20 Werte der 1. Offenburger Ausgabe an den Tagen 27./28./30. Dezember 1946 hergestellt – war das Nummerierwerk so eingestellt, dass bei kleineren Nummern keine voranlaufenden Nullen gedruckt wurden. Hierdurch kommen sowohl fünf-, vier-, drei-, und wahrscheinlich sogar zwei- und einstellige Bogennummern vor. Von zwei- und einstelligen Bogennummern liegen mir keine Exemplare vor.
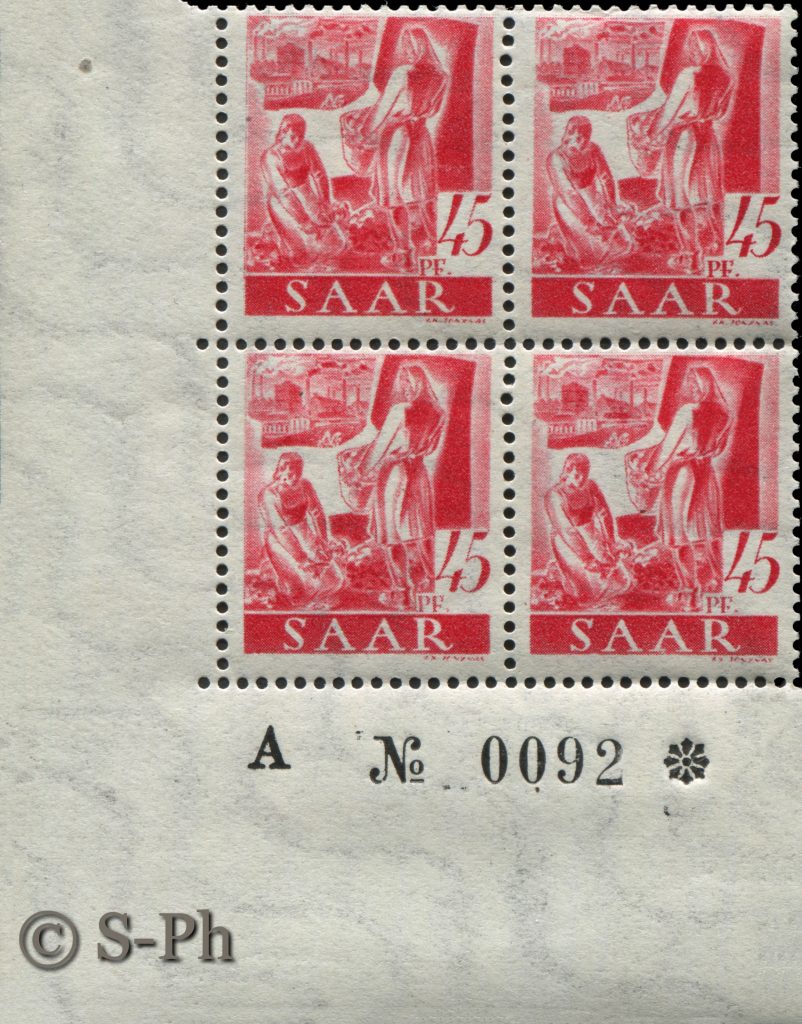
Nachfolgend eine Bogennummer im Detail:
45 Pfennig-Wert, 4-stellige Bogennummer
Es handelt sich um die Bogennummer eines 45 Pfennig-Bogens. Schön zu erkennen: Das Zählwerk war auf vierstellige Nummern voreingestellt. Im Gegensatz zum 75 Pfennig-Wert jedoch mit voranlaufenden Nullen. Die Bogennummern sind somit immer vierstellig, z.B. 0092.
Die Aussage des Saarhandbuches, Kap. 402 S. 6, dass „die alten, für den Druck der 75 Pf verwendeten Nummerierwerke … für den Druck der übrigen Werte durch neue, fünfstellige Nummerierwerke ersetzt [wurden]“, ist so nicht korrekt. Wie ich in einem späteren Beitrag darlegen werde, wurden die beiden Nummerierwerke der Schnellpresse Typ Rex gar nicht ausgetauscht. Bei den ersten gedruckten Werten, 75 Pfennig, 12 Pfennig und 45 Pfennig Bogenrandsignaturhat man jedoch mit den Einstellungen der Nummerierwerke gespielt
Sämtliche anderen Werte der Saar I wurden von fünfstelligen Zählwerke mit voranlaufenden Nullen bedruckt (vgl. nachstehende Abbildung).
12 Pfennig-Wert, 5-stellige Bogennummer
Beim Datum des Bogenranddrucks unterscheiden wir gemäss Saarhandbuch drei Typen (I, II, III):
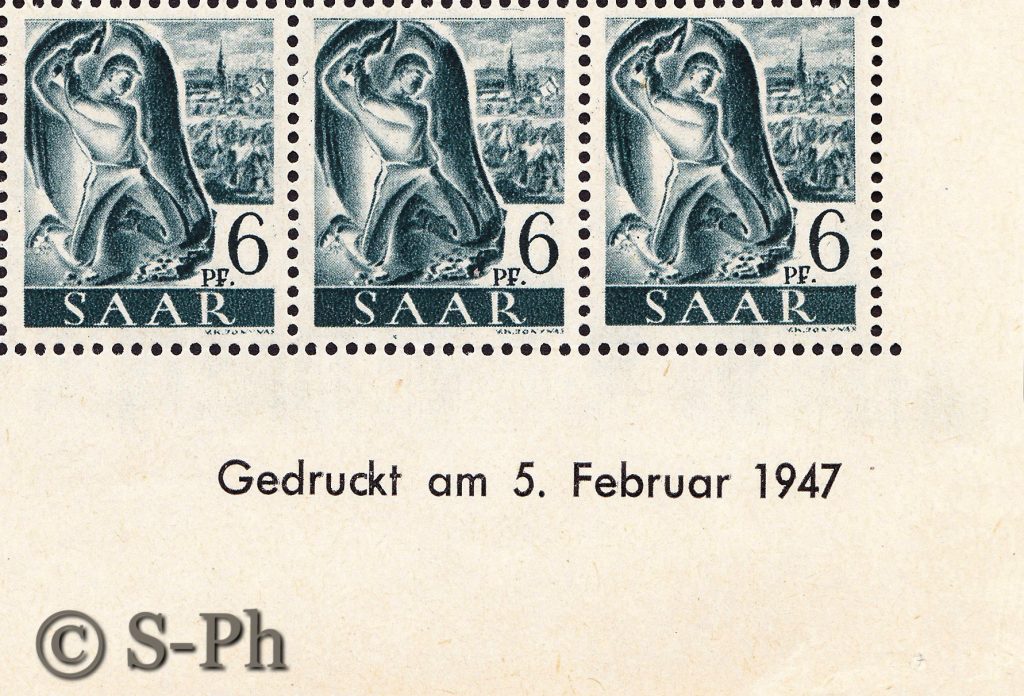
Typ I: Druck in Grotesk-Schrift. Nach am folgt ein Doppelpunkt. Typ I tritt bei allen Bögen vom 27. Dezember 1946 bis einschliesslich 8. Februar 1947 auf. Ausnahme: 6 Pfennig-Wert mit Druckdatum 5. Februar 1947 (vgl. Abbildung)
Typ II: Druck in Grotesk-Schrift. Vom 10. Februar bis zum letzten Drucktag am 21. Februar 1947 folgt dem „am“ kein Doppelpunkt.
Typ III: Druck in Antiqua-Schrift. An den Drucktagen 16./17. Februar 1947 wurde das Druckdatum einer Teilauflage des 8 Pfennig-Werts und der Gesamtauflage des 80-Pfennig-Werts in Antiqua gedruckt. Die ist erkennt man rasch an den Ligaturen der Buchstaben und Zahlen. Bei dem ebenfalls am 17. Februar 1947 gedruckten 40 Pfennig-Wert tritt Typ III nicht auf.
Druckdatum Typ I (mit Doppelpunkt) gedruckt in Grotesk-SchriftDruckdatum Typ II (ohne Doppelpunkt) gedruckt in Grotesk-SchriftDruckdatum Typ II (ohne Doppelpunkt, Ausnahme)Druckdatum Typ III (ohne Doppelpunkt nach „am“) gedruckt in Antiqua-Schrift
Ihr habt sicherlich bemerkt, dass beim abgebildeten Druckdatum des 8 Pfennig-Werts zur Kennzeichnung der Ordnungszahl statt eines Punkts ein Komma gesetzt wurde. Dieser Fehler wurde nach etwa 2’000 bedruckten Bögen von Mitarbeitern der Druckerei Burda entdeckt und retuschiert. Die retuschierten Druckdaten des 8 Pfennig- sowie des 80 Pfennig-Werts weisen alle ein verstümmeltes Komma anstatt eines Ordnungspunktes auf.
Die drei Bogenrandsignaturen, die auf allen Schalterbögen der 1. Offenburger Ausgabe vorkommen, sind: